
Hartschalentechnik
Die folgende Zeichnung veranschaulicht unsere Technik des Hartschalenbaus, hier wird ein Schalenflügel gebaut, dessen Innenleben aus anderen Stützmaterialien besteht, als normalerweise verwendet werden.
Herkömmliche Materialien sind z.B. Balsaholz oder auch Rohazell. Sie erfüllen sicher ihren guten Zweck, sind aber für diese Art der Verwendung unserer Auffassung nach weniger geeignet (außer bei Wettbewerbsmodellen), weil sie die notwendige Festigkeit in der Flächenstruktur nicht besitzen. In diese gebauten Stützmaterialien lässt sich mit dem Daumen leicht eine Mulde eindrücken.
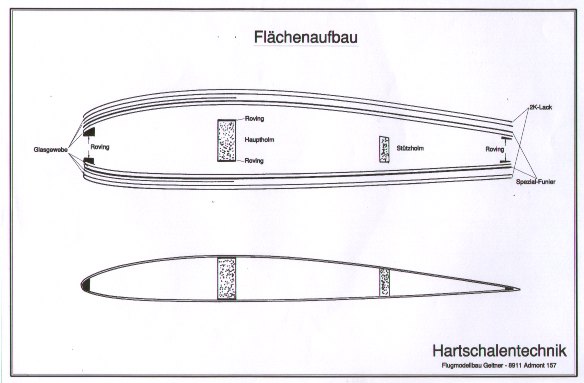
Bei unserer Hartschalentechnik wird nun in der im Bild gezeigten Weise in die Glasseide ein hartes Spezialfurnier eingearbeitet, das besonders punktuellen Außendruck auffängt und auf größere Fläche verteilt. (Wollte man eine Tragfläche mit Stützmaterialien wie Balsa oder Rohazell bei gleicher Festigkeit herstellen, wäre das Gewicht um ca. 50% höher als bei unserer Technik.) Eine solche Verteilung hinwiederum ist aber nur möglich, weil das Material auch flächig eine besondere Festigkeit hat, um diesen Druck auffangen zu können.
Selbstverständlich spielt dabei die Einarbeitung in das Glasgewebe eine nicht unwesentliche Rolle und setzt einiges an Erfahrung und Know-how voraus. Nicht zuletzt ist damit auch eine hohe Profiltreue durch größere Belastungsbereiche hindurch als mit herkömmlicher Bauweise zu erreichen. Genau dies ist die Grundlage für die bekannte Festigkeit unserer Tragflächen, die den höchsten Ansprüchen selbst ‘professioneller’ Piloten gerecht wird.
Das Übrige…
Unsere Voll-GFK-Fertigmodelle werden in modernster Bauweise und nach dem neuesten Stand aerodynamischer Erkenntnisse in präzisen Formen gefertigt. Daraus ergibt sich im Zusammenhang mit einer kompromisslosen Auswahl der besten Materialien eine erstklassige Oberflächengüte und eine Festigkeit, die auch den anspruchsvollsten Piloten zufriedenstellt. Durch die Einfachheit des Aufbaues der Modelle wird die Störanfälligkeit selbst im härtesten Einsatz auf ein Mindestmaß beschränkt.
So werden z.B. in den Tragflächen Gestänge und Umlenkhebel vermieden. Die direkte Anlenkung von Querrudern und Wölbklappen ist bei unseren Hochleistungsmodellen durch entsprechenden Einbau der Rudermaschinen vorgesehen. Spalt- und spielfreie Ruder sowie beste Aerodynamik garantieren geringsten Widerstand. Die Servoschächte sind vorgefertigt, und die Abdeckungen liegen bei. Querruder, Wölbklappen und HLW sind an der Oberseite spaltfrei eingepasst und mit Silikonkautschuk gelagert. Wir sind stets bemüht, neue Erkenntnisse nicht nur bei Neukonstruktionen, sondern auch bei schon seit längerem auf dem Markt befindlichen Modellen anzuwenden.
Die Rümpfe sind aus mehreren Lagen Glasgewebe gefertigt und heiß gehärtet. Durch die Zwischenlage wird eine dreifache Festigkeit gegenüber herkömmlichen Rümpfen bei gleichem Gewicht erreicht. Den Datenblättern ist zu entnehmen, ob Tragflächen, HLW und SLW in Sandwich- oder Schalenbauweise ausgeführt sind. Die beiden Tragflächenhälften werden mit einem GFK-Rundstab (14 oder 16 mm) verbunden. Die Bohrung dafür ist in den Rümpfen bereits fertiggestellt, so dass aufwendige Anpassungsarbeiten entfallen.

Alle Teile sind mit weißer, hochglänzender Deckschicht versehen (Kontrastfarben sind unter Flächen und HLW in rot, orange, gelb und blau oder als Gesamt- einfärbung des Modells möglich). Das Bild zeigt den gelben Calif eines Kunden. Es gesellt sich schon etwas Herbstlaub dazu – das Zeichen einer windigen Zeit, auf die der Calif geradezu lauert…